
Tørretumblercylinder/dåsetørrer/Steel Yankee
Tørretumblercylinder/dåsetørrer/Steel Yankee
tørretumblercylinder
En tørrecylinder er en hul cylinder lavet af støbejern eller stålplade svejset med dæksler i begge ender, bestående af et cylinderhus og cylinderhoveder i begge ender. Den ydre diameter er normalt 1000-3000 mm. Under drift føres damp ind i cylinderen for at tørre papiret.
Tørretumbleren til papirmaskiner er en nøglekomponent, der anvendes til tørring af papir – trykbeholdere i klasse I.
Antallet af støbejerns tørrecylindre tegner sig for omkring 2/3 af det samlede antal trykbeholdere i papirindustrien. De materialer, der almindeligvis anvendes til fremstilling af tørrecylindre, er HT200 og HT250.

Med hensyn til fremstillingskvalitet er det et krav, at der ikke må være gennemtrængning eller for mange sandhuller.
For at øge papiroverfladens glathed er det nødvendigt at polere tørretumblerens ydre overflade og udglatte den indre overflade, så hele tørretumblerens væg opretholder en ensartet tykkelse for at sikre tørretumblerens sikkerhed, balance og ensartede varmeoverførsel.
En tørretumblers funktion er at tørre fugten i papiret og dekorere papiroverfladen.
Hovedkomponenter tørretumblercylinder
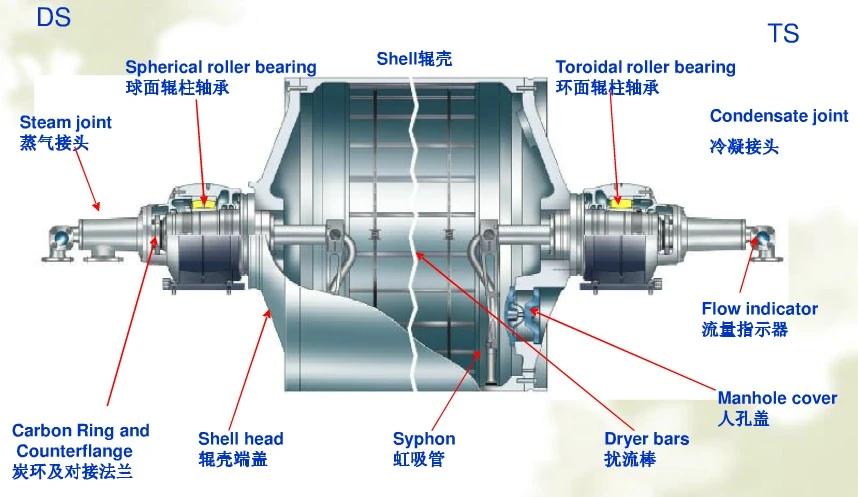
Tørretumblerens hovedkomponenter omfatter: rulleskal, turbulensstang, sifonrør, endedæksel, kloakdæksel, lejer, akselhoved, dampsamling osv.
Tørreprincip tørretumblercylinder
Den mættede damp, der indføres fra dampsamlingen, kondenserer inde i tørretumbleren og frigiver varme, der får tørretumblerens temperatur til at stige, hvorved papirarkene, der løber på overfladen af valseskallen, opvarmes.
Varme overføres til papiret gennem kontakten mellem papiret og tørretumblerens overflade.
Efter at dampen frigiver varme og kondenserer, produceres en stor mængde kondensvand. Dette kondensvand klæber til tørretumblerens indre overflade på grund af centrifugalkraften forårsaget af tørretumblerens rotation og danner en vandring med høj vinkelhastighed, hvilket hindrer varmeoverførslen til tørretumblerens overflade.
Derfor er der behov for en sifonrør for at udlede kondensvandet rettidigt.
Ved lave hastigheder vil der ikke dannes en vandring, men kondensvand kan sprøjte og samle sig i tørretumbleren.

hovedkomponenter tørretumblercylinder
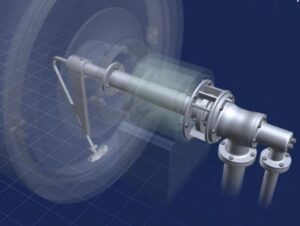
Dampfælge tørretumblercylinder
Som tidligere nævnt skal der indføres damp i tørretumbleren, og det kondenserede vand indeni skal drænes. Men tørretumbleren er et roterende cylinderlegeme, så der kræves en særlig samling for at udføre denne opgave, nemlig dampsamlingen.
Indføring af damp og udledning af kondensvand sker normalt via en roterende samling i den ene ende af tørretumbleren, eller damp kan indføres i den ene ende og kondensvand kan udledes i den anden ende.
Ovenstående diagram er et typisk dampsamlingsdiagram, hvor damp og kondensat indføres og udledes i samme ende. Akselhalsen i denne ende af tørretumbleren er hul og giver en passage til damp og kondensatvand. Efter at være kommet ind i indløbsenden, kommer dampen ind i tørretumbleren gennem åbningen i transportrøret, og kondensvandet suges op af en sifon og udledes gennem rørledningen, som er inde i transportrøret.
På grund af behovet for at installere lejer og andre komponenter på akselhalsen, vil temperaturstigningen forårsaget af damp, der trænger ind i akselhalsen, have negative virkninger. Derfor bruges isoleringsmuffer til at adskille dampvarmen i transportrøret fra akselhalsen så meget som muligt. Tørretumblercylinder
Isoleringsmuffen er fastgjort på den hule akselhals og roterer sammen med tørretumbleren, mens den faste beslag, transportrøret osv. er stationære. Tørretumblercylinder
Enden af isoleringsmuffen skal forsegles med en kulstofring for at forhindre intern damplækage. Tørretumblercylinder
Turbulensstangtørrercylinder
Formålet med turbulensstangen er at forstyrre kondensvandringen, der dannes i tørretumbleren under højhastighedsrotation, hvilket genererer mere turbulens. Turbulensstangen er installeret vandret på tørretumblerens indre overflade og roterer med en konstant hastighed sammen med tørretumbleren. Derfor vil den bevæge vandringen, generere turbulens og fremme varmeledning. Tegn turbulensstangens position i tørretumblerens strukturdiagram.
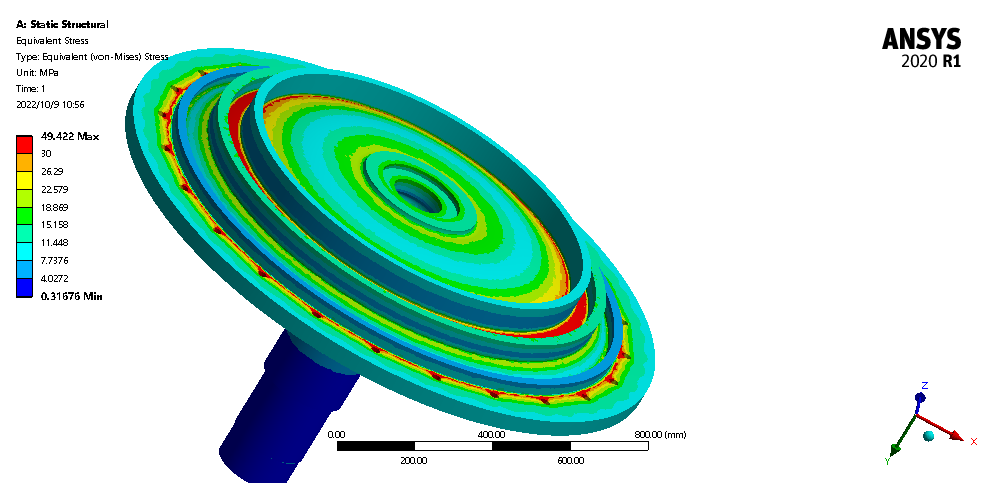
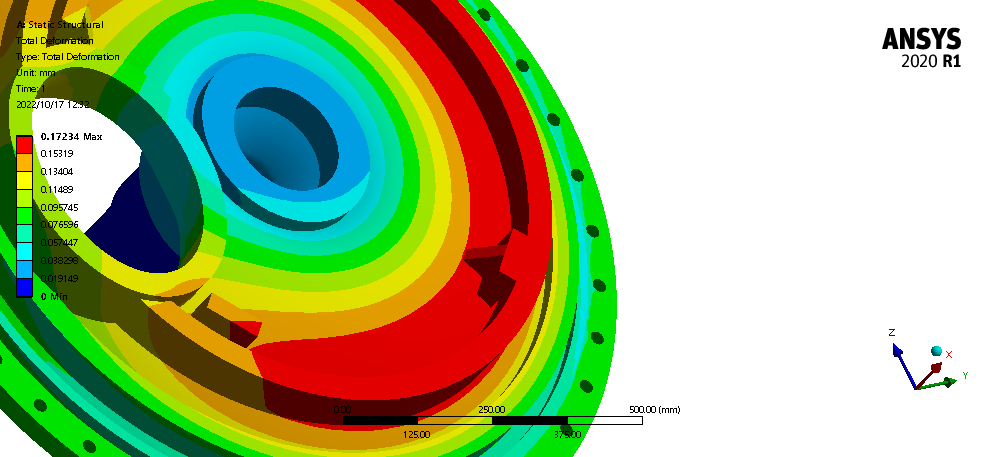
Finite Element Analyse af tørretumblercylinder
Ofte stillede spørgsmål tørretumblercylinder
Tørrecylinderakselhoved slid tørretumblercylinder
På grund af den høje temperatur og det høje tryk, som tørretumbleren udsættes for under drift, er tørretumblerens akselhoved tilbøjeligt til slid, hvilket resulterer i, at udstyret ikke kan fungere.
Den traditionelle reparationsmetode er at bearbejde ikke-standardiserede muffer til reparation, hvilket let kan føre til problemer i kombinationen af ikke-standardiserede muffer og akseldiametre; Demontering, bearbejdning og reparation har lange konstruktionsperioder og høje omkostninger.
I mange år har virksomheder ikke været i stand til at finde effektive og hurtige reparationsmetoder. De modne hurtige reparationsmetoder i Kina bruger primært polymerkompositmaterialer til hurtig reparation på stedet, hvilket langt overgår traditionelle reparationsmetoder som svejsning og børstebelægning med hensyn til reparationseffekt og omkostninger.
Reparationstiden er hurtig, processen er enkel, og omkostningerne er relativt lave. Polymerkompositmaterialer sikrer ikke kun 100% kontakt mellem deres kontaktflader, men har også en iboende robusthed, hvilket gør deres evne til at modstå stød og vibrationer meget højere end ikke-givelige metalmaterialer. Tørretumblercylinder
Samtidig udvider og trækker de sig sammen med udvidelsen og sammentrækningen af lejets inderring, hvilket minimerer risikoen for slid og sikrer udstyrets normale drift, selv ud over dets normale levetid.
Driftsmetode tørretumblercylinder:
1. Formforarbejdning: fremstilling af standard splitforme (dobbeltsidet eller ensidet positionering);
2. Overfladebehandling: affedtning, polering, rengøring for at sikre en ren, tør og robust overflade;
3. Blandingsmaterialer: nøjagtig andel, ensartet blanding;
4. Belægningsmateriale: Sørg for vedhæftning, fyldning og tykkelse;
5. Monter formen: Påfør slipmiddel, monter og fastgør for at sikre, at overskydende materiale presses ud;
6. Afformning: Efter størkning demonteres formen for at fjerne overskydende materialer. Materialerne må ikke bankes og kan fjernes med værktøj som polermaskiner og file for at opfylde installationskravene.



